深圳熊力机械设备
地址:深圳市宝安区沙井镇沙三东风工业区A栋
电话:0755-29098705
传真:0755-29098612
熊先生:13670059037
邓小姐:13392882737
==============
扫描加微信

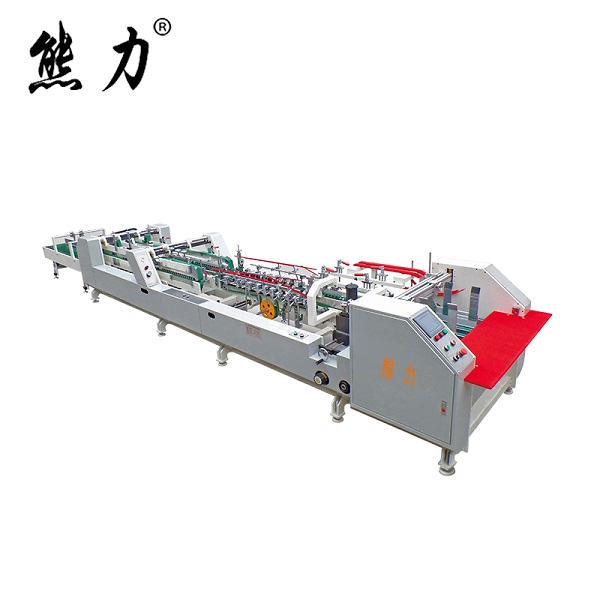
自动糊折盒机给纸部的调节方法
2019-12-11 18:30:02
自动糊折盒机主进纸刀与副进纸刀:主进给控制双纸片,辅助进给控制倾斜。平面纸架:纸板进给角调整;用振动器释放纸板。给纸带:承载的同时输送纸板。
第三步是使用垫图当做主线,调节部件的顺序使用串联。
首先,确保纸板在送纸部分的位置。把纸板的小面糊(即第一折边)放在机器的操作侧,将纸板的第三折边与机器的中心线(尺在送纸部的方形导轨上的零刻度线)对齐,以便定位纸板的进出位置。
其次,调整主辅刀的三维位置,主辅刀位置分别位是在不易变形的纸板前端中部;主辅刀的前后位置分别是与纸板的前端位置对齐;主刀上下位置的调整标准是主刀刀口与供纸带之间的间隙是纸板厚度的1.3倍,辅助刀的上下位置不需要做上下调整。
第三,以主辅刀进退位置作为标准,调整送纸皮带的进出位置,让两者的中心线对齐。纸带调整方法:1、松开紧固螺钉以调整张紧螺母。2、用14号实心扳手调整蜗杆头。纸带张力调节原理:用25N力垂直按压,丝带凹5毫米。

第四,在纸板的基础上,调整左右纸板的位置,使纸板两侧与大、小纸板的间隙分别为0.5mm和1mm。
最后,定位两个固定平板托纸杆的位置。平面纸柱的前端和后端的位置对应于带纸刀的主要位置;前后位置用于调节送卡角。标准前后位置的变化是纸板倾角:大幅面的纸板10-20度,小幅面的纸板15-40度。
第四步调节禁忌
一般原则就是不损坏运输带。当调整工作表的右侧和左侧时,需要用凸轮升降手柄将方道抬起。为了让它通过流水线传送带。但是不要把传送带压碎在纸板底部。在调整纸张的支承时,不要让纸张把舌头压在传送带上,以免划伤传送带。
- 上一篇:圆筒机厂家介绍圆筒混合机的特点
- 下一篇:常压等离子处理机在糊盒机上的使用